トップページ > 仕上工事(1) > このページ
塗装・吹付工事施工計画書 19ページ |
|
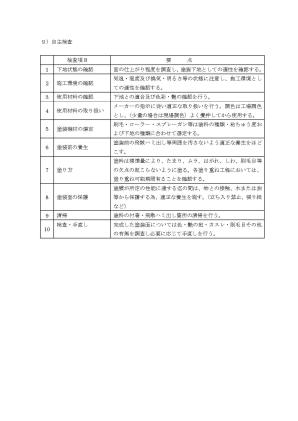
| 項 目 | ページ数 |
| 14 一般事項04 | 4 |
| 22 塗装材料04 | 4 |
| 32 施工準備03 | 3 |
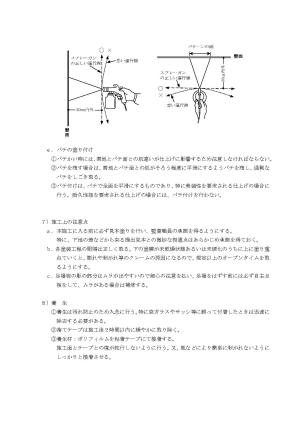
| 36 塗装施工08(下図サンプル) | 8 |
| 38 素地調整01 | 1 |
| 52 塗装安全衛生01 | 1 |
  |
|
  |
|
  |
|
  |
|
| 一部抜粋して表示 2)鉄鋼面の素地調整 a.素地調整の種別 1種A(化成皮膜処理)とする。 b.作業工程 ①素地調整は、加工工場において部品の組立前に行う。 ②溶接のスパツタ、溶接溶断のスラグ、鍛造、リベット継ぎなどの箇所に付着した不純物は動力工具その他のスタレーバー・ワイヤーブラシなどで十分除去する。 ③多量の油類は清浄なウェスなどでふき取った後、アルカリ性脱脂剤の水溶液につけて、50~70℃に加熱処理した後、水洗いや湯洗いをしてアルカリ分を除去するか、または溶剤洗浄を行う。 ④上記処理後、直ちに酸性除錆剤で黒皮や錆の除去を行う。 ⑤その後、入念に水洗いを行い中性とした後、りん酸塩化成皮膜処理を行う。 ⑥上記作業の後乾燥させ、直ちに次の工程(錆止め塗装等)に移る。 ⑦りん酸塩化成皮膜処理の方法および面の状態は、次に行う塗装工程に適したものとし、あらかじめ係員と協議する。 3)亜鉛メッキ鋼面の素地調整 a.素地調整の種別 1種A(化成皮膜処理)とする。 b.作業工程 ①溶接のスパツタ、溶接溶断のスラグ、鍛造、リベット継ぎなどの箇所に付着した不純物は動力工具その他のスクレーパー・ワイヤーブラシなどで十分除去する。 ②ごみなどの汚れはふき取り、白さびなどはワイヤーブラシ、研磨布(#80、100)などで除去し清掃する。 ③多量の油類は清浄なウェスなどでふき取り、アルカリ性脱脂剤の水溶液につけて、50~70℃に加熱処理した後、水洗いや湯洗いをしてアルカリ分を除去するか、または溶剤洗浄を行う。 ④上記作業の後乾燥させ、直ちに次の工程(下塗り塗装)に移る。 ⑤りん酸塩またはクロム酸化成皮膜処理の方法および面の状態は、次に行う塗装工程に適したものとし、あらかじめ係員と協議する。 4)アルミニューム面の素地調整 a.素地調整の種別 化成皮膜処理とする。 b.作業工程 ①汚れ・付著物の除去は、面に傷をつけないように、布・スチールウール等を用いて行う。 ②多量の油類は清浄なウェスなどでふき取り、アルカリ性脱脂剤の水溶液につけて、50~70℃に加熱処理した後、水洗いや湯洗いをしてアルカリ分を除去するか、または溶剤洗浄を行う。 ③化成皮膜処理はクロム酸塩化成皮膜処理や酸化皮膜処理などにより行う。 ④上記作業の後乾燥させ、直ちに次の工程(下塗り塗装)に移る。 ⑤クロム酸塩化成処理や酸化皮膜処理の方法および面の状態は、次の塗装工程に適したものとし、あらかじめ係員と協議する。 |
|
| 前のページに戻る | |